
Pressofusione a parete sottile
Che cos'è la pressofusione a parete sottile?
Alla ricerca di una struttura ragionevole e di un peso leggero di parti e componenti, l'industria aerospaziale, automobilistica, delle armi e altre ha sostituito le parti che originariamente erano composte da diversi pezzi fusi, forgiati e lavorati con un pezzo unico integrale. I getti in lega non ferrosa con uno spessore di parete da 2.0 a 4.0 mm sono chiamati getti a parete sottile e getti in lega di alluminio con uno spessore di parete inferiore a 2.0 mm sono chiamati getti a parete ultrasottile. Essendo un rapido processo di formatura quasi alla rete, la pressofusione ha le caratteristiche di un'elevata efficienza di produzione, un'elevata precisione dimensionale e la capacità di formare fusioni a cavità profonde a pareti sottili con forme complesse e contorni chiari. È particolarmente adatto per la progettazione integrata e la formatura complessiva di parti complesse a parete sottile.
Nella produzione di pressofusione di parti in lega di alluminio a parete sottile, ci sono molte carenze dalla progettazione alle attrezzature e alla simulazione del processo di riempimento. Sono necessarie ulteriori ricerche sulla precisione della lega, della macchina per pressofusione, del trattamento termico e della simulazione.
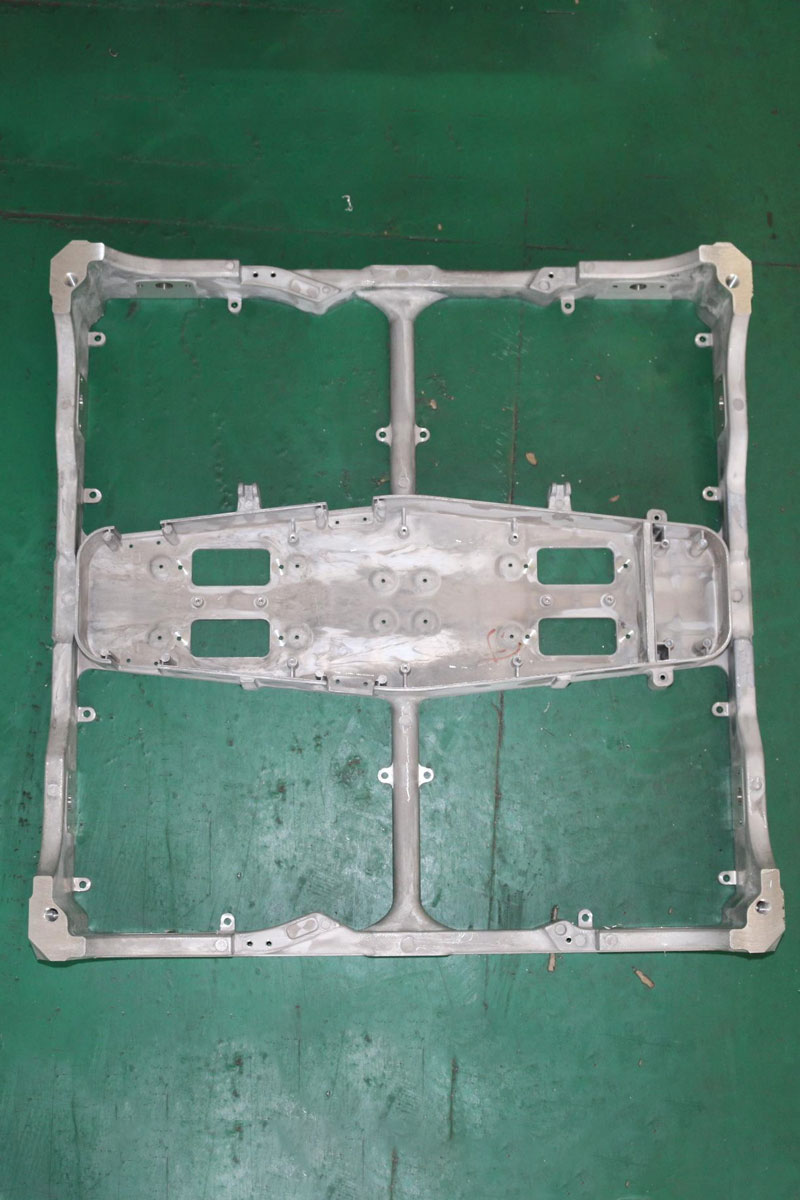
I Getti a parete sottile di leghe di alluminio con caratteristiche di leggerezza e buone proprietà meccaniche hanno buone prospettive nella produzione di grandi strutture complesse come la carrozzeria del veicolo e il telaio automobilistico. A Minghe Casting, forniamo servizi di pressofusione a parete sottile leader del settore per le vostre esigenze di parti in alluminio

Perché scegliere i servizi di pressofusione a parete sottile Minghe?
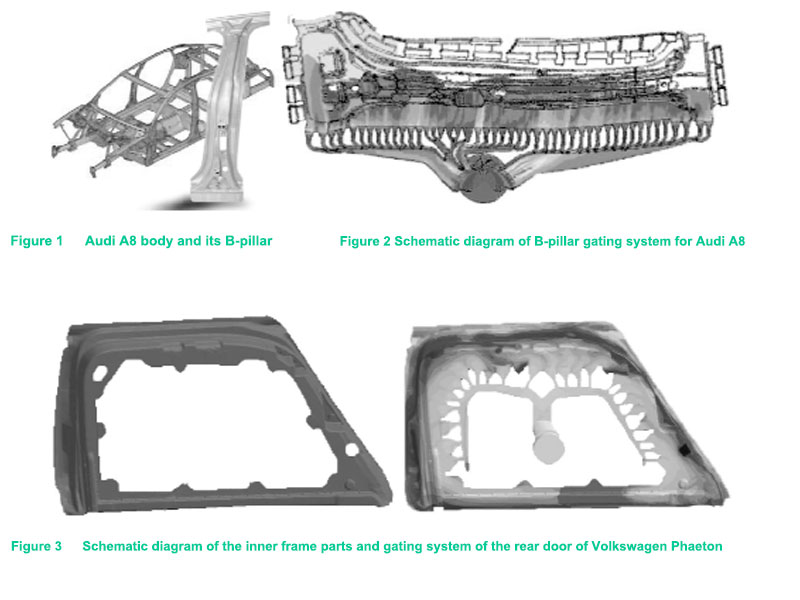
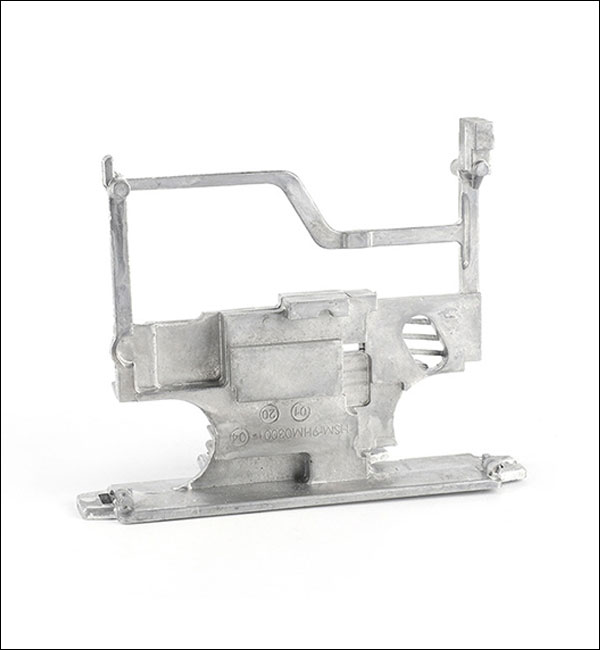
Lega di alluminio pressofusione a parete sottile sono utilizzati principalmente nel corpo e nel telaio delle automobili di fascia alta. La figura 1 è la struttura del telaio spaziale in lega di alluminio della carrozzeria dell'Audi A8. Il montante B è la fusione con le dimensioni maggiori, la forma più complessa e i requisiti di prestazioni meccaniche più elevati. La dimensione esterna è di circa 1 200 mm × 200 mm × 100 mm e lo spessore della parete è 1 mm, la Figura 0 è un diagramma schematico del suo sistema di gating. Si può vedere dalla Figura 2.5 e dalla Figura 2 che questo tipo di sistema di iniezione adotta un metodo di iniezione interna multi-fessura e allo stesso tempo utilizza un sistema di vuoto per assistere, richiede una macchina per la temperatura dello stampo per controllare la temperatura dello stampo e il la colata deve subire un trattamento termico speciale per soddisfare i requisiti dell'uso finale, ma i parametri di processo specifici della pressofusione sotto vuoto e del trattamento termico sono tenuti segreti.
Al momento, solo poche aziende in Cina possono produrre pressofusi in lega di alluminio a pareti sottili, come travi dell'asse posteriore del telaio di automobili, travi longitudinali anteriori della carrozzeria, montanti B e telai longitudinali del telaio, ecc. le pressofusioni sono principalmente utilizzate nella copertura della testata del motore.
Minghe Casting utilizza la pressofusione per produrre coperture testate cilindri in alluminio ADC12 qualificate con uno spessore medio della parete inferiore a 2.5 mm, si prega di contattare i nostri esperti di pressofusione per aiutarvi a selezionare il processo migliore per soddisfare le esigenze del vostro progetto di pressofusione o richiedere un preventivo sul tuo progetto di pressofusione a camera calda oggi.
Funzionalità dei servizi di pressofusione in Cina
Minghe Casting offre ed è in grado di produrre progetti a medio e lungo termine quando fornisce i nostri servizi di pressofusione. Minghe Casting fornisce i servizi di pressofusione leader del settore da oltre 35 anni in una varietà di tecnologie per un'ampia gamma di applicazioni.

| Pressofusione a camera calda |
| Pressofusione a camera calda per leghe a basso punto di fusione. Possiamo aiutare con leghe a basso punto di fusione |

| Pressofusione a camera fredda |
| Pressofusione a camera fredda per componenti robusti e produzione rapida |

| Pressofusione a parete sottile |
| Rapporto ideale resistenza-peso; pressofusione a parete sottile per parti in alluminio leggere e complesse |
| Produzione di stampi |
| Gli stampi per pressofusione di Minghe utilizzano leghe di alluminio e zinco per produrre getti identici di piccole e grandi serie. |

| Colata per gravità |
| Il metodo presenta vantaggi come l'economicità, la buona qualità e il controllo del processo rispetto ad altre tecniche di fusione. |
| Lavorazione cnc |
| Minghe offre lavorazioni CNC interne come complemento ai servizi di pressofusione Minghe. |
Cina Minghe materiali di pressofusione
Minghe servizi di pressofusione che lavorano con alluminio, zinco e altro.

Pressofusione di alluminio
- A360
- A380
- ADC6
- ADC10
- ADC12
- ALSi12
- ALSi9Cu3

Zinco pressofuso
- Zama 3
- Zama 5
- Zama 8
- Zama 12

Pressofusione di magnesio
- AM50A
- AM60B
- AZ91D
- AZ63A

Altro materiale di colata
- Titanio
- Rame
- Bronzo
- Armadi in Acciaio
- Acciaio inossidabile
- Fonderia di ferro
Applicazioni dei servizi di pressofusione MINGHE
Le parti pressofuse sono tutt'intorno a te, possono essere componenti importanti della tua auto e possono anche svolgere funzioni vitali nelle tue apparecchiature elettriche. Minghe è un fornitore di colata affermato che si occupa di un'ampia gamma di applicazioni di pressofusione.
Le nostre parti di produzione sono adatte per i seguenti settori:
 |
AUTOMOTIVE INDUSTRIA |
 |
MOTO INDUSTRIA |
 |
MACCHINE INDUSTRIA |
 |
ILLUMINAZIONE A LED INDUSTRIA |
 |
RADIATORE INDUSTRIA |
 |
CUCINA INDUSTRIA |
 |
VALVOLA DELLA POMPA INDUSTRIA |
 |
DISPOSITIVO MEDICO INDUSTRIA |
 |
TELECOMUNICAZIONI INDUSTRIA |
 |
BICICLETTA INDUSTRIA |
 |
AEROSPAZIALE INDUSTRIA |
 |
ELETTRONICO INDUSTRIA |
 |
VETRINA INDUSTRIA |
 |
ROBOT INDUSTRIA |
 |
ALTRO INDUSTRIA |

I vantaggi della pressofusione a parete sottile Minghe
- Le forme complesse delle parti possono essere ottenute e le prestazioni delle parti possono essere migliorate. Inoltre, il lavoro di montaggio è ridotto.
- È possibile ottenere parti di pressofusione durevoli e dimensionalmente stabili con forme specifiche, quindi non è necessaria alcuna lavorazione o meno lavorazione.
- Le parti pressofuse possono avere molte tecniche e superfici di finitura. Il processo è in grado di ottenere superfici delle parti lisce o strutturate.
- È possibile ottenere la configurazione della parte a forma di rete.
- È possibile ottenere un'elevata precisione dimensionale.
- Produzione veloce.
- È possibile ottenere pareti più sottili rispetto alla fusione a cera persa.
- Ampia gamma di forme possibili.
- I thread esterni possono essere lanciati.
- I fori possono essere carotati alla dimensione della punta per maschiatura interna.
I casi di studio Minghe della pressofusione a parete sottile
Hai un design di parti complesso, Minghe Casting Company può aiutarti a trasformarlo in realtà. Con l'attrezzatura giusta, una forte conoscenza tecnica e un focus sulla qualità. Dalla progettazione degli utensili alla finitura e poi alla spedizione, Minghe Casting garantisce che ogni progetto sia completato secondo standard elevati e che i tuoi ordini vengano consegnati in tempo, ogni volta .











Vai a visualizzare altri casi di studio di parti di fusione >>>
Scegli il miglior servizio di pressofusione a parete sottile
Attualmente, i nostri pezzi di pressofusione a parete sottile vengono esportati in America, Canada, Australia, Regno Unito, Germania, Francia, Sud Africa e molti altri paesi in tutto il mondo. Siamo registrati ISO9001-2015 e anche certificati da SGS.
Custom servizio di pressofusione in Cina fornisce getti durevoli e convenienti che soddisfano le vostre specifiche per i settori automobilistico, medico, aerospaziale, elettronico, alimentare, edile, della sicurezza, marittimo e altro ancora. Veloce per inviare la tua richiesta o inviare i tuoi disegni per ottenere un preventivo gratuito nel più breve tempo possibile. Contattaci o invia un'e-mail vendite@hmminghe.com per vedere come il nostro personale, le nostre attrezzature e gli strumenti possono offrire la migliore qualità al miglior prezzo per il tuo progetto di pressofusione a parete sottile.
Forniamo servizi di casting includono:
Minghe Casting servizi che lavorano con colata in sabbia, fusione di metallo, fusione a cera persa colata a schiuma e altro ancora.
Fusione di sabbia
Fusione di sabbia è un processo di fusione tradizionale che utilizza la sabbia come materiale di modellazione principale per realizzare stampi. La colata per gravità viene generalmente utilizzata per gli stampi in sabbia e, quando vi sono requisiti speciali, è possibile utilizzare anche la colata a bassa pressione, la colata centrifuga e altri processi. La colata in sabbia ha un'ampia gamma di adattabilità, possono essere utilizzati pezzi piccoli, pezzi grandi, pezzi semplici, pezzi complessi, pezzi singoli e grandi quantità.
Colata in stampo permanente
Colata in stampo permanente hanno una lunga durata e un'elevata efficienza di produzione, non solo hanno una buona precisione dimensionale e una superficie liscia, ma hanno anche una resistenza maggiore rispetto ai getti in sabbia e hanno meno probabilità di essere danneggiati quando viene versato lo stesso metallo fuso. Pertanto, nella produzione in serie di getti di metalli non ferrosi medi e piccoli, purché il punto di fusione del materiale di colata non sia troppo elevato, si preferisce generalmente la fusione di metalli.

Casting di investimento
Il più grande vantaggio di colata di investimento è che, poiché i pezzi fusi a cera persa hanno un'elevata precisione dimensionale e finitura superficiale, possono ridurre il lavoro di lavorazione, ma lasciano un piccolo margine di lavorazione sulle parti con requisiti più elevati. Si può vedere che l'uso del metodo di microfusione può far risparmiare molte attrezzature per macchine utensili e lavorare le ore di lavoro e risparmiare notevolmente le materie prime metalliche.
Colata di schiuma persa
Colata di schiuma persa consiste nel combinare modelli in cera di paraffina o schiuma simili alle dimensioni e alla forma della colata in gruppi di modelli. Dopo aver spazzolato e asciugato i rivestimenti refrattari, vengono sepolti in sabbia di quarzo secca per la modellazione delle vibrazioni e versati sotto pressione negativa per gassificare il modello. , Il metallo liquido occupa la posizione del modello e forma un nuovo metodo di colata dopo la solidificazione e il raffreddamento.

Die Casting
La pressofusione è un processo di fusione dei metalli, caratterizzato dall'applicazione di un'elevata pressione al metallo fuso utilizzando la cavità dello stampo. Gli stampi sono generalmente realizzati con leghe ad alta resistenza e questo processo è in qualche modo simile allo stampaggio a iniezione. La maggior parte delle pressofusioni sono prive di ferro, come le leghe di zinco, rame, alluminio, magnesio, piombo, stagno e piombo-stagno e le loro leghe. Minghe è stato il top della Cina servizio di pressofusione dal 1991.
Colata centrifuga
Colata centrifuga è una tecnica e un metodo per iniettare metallo liquido in uno stampo rotante ad alta velocità, in modo che il metallo liquido sia un movimento centrifugo per riempire lo stampo e formare una colata. A causa del movimento centrifugo, il metallo liquido può riempire bene lo stampo in direzione radiale e formare la superficie libera del getto; influisce sul processo di cristallizzazione del metallo, migliorando così le proprietà meccaniche e fisiche del getto.

Colata a bassa pressione
Colata a bassa pressione significa che lo stampo è generalmente posizionato sopra un crogiolo sigillato e l'aria compressa viene introdotta nel crogiolo per causare una bassa pressione (0.06~0.15 MPa) sulla superficie del metallo fuso, in modo che il metallo fuso salga dal tubo montante per riempire lo stampo e controllare il metodo di colata solidificata. Questo metodo di colata ha una buona alimentazione e una struttura densa, getti complessi di grandi dimensioni a pareti sottili facili da lanciare, nessun riser e un tasso di recupero del metallo del 95%. Nessun inquinamento, automazione facile da realizzare.