
L'influenza di tre elementi di taglio sull'efficienza di lavorazione
Tutti sanno che quando si migliora l'efficienza della lavorazione, aumentare i tre elementi del taglio (velocità di taglio, profondità di taglio e velocità di avanzamento) è il metodo più semplice e diretto. Tuttavia, il miglioramento dei tre elementi del taglio dell'utensile è generalmente limitato dalle condizioni di progettazione esistenti della macchina utensile. Quindi il modo più economico è scegliere un buon materiale per utensili.
La regola di determinazione dei tre elementi del taglio
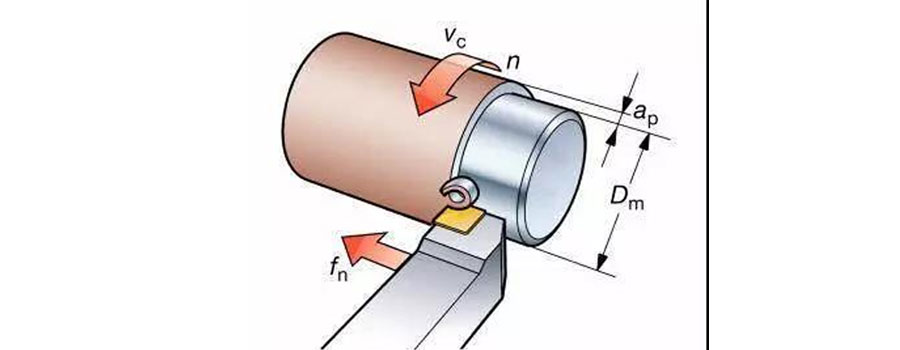
Determinare la profondità del coltello, la quantità di avanzamento e la velocità di taglio lineare.
Profondità di taglio: generalmente determinata in base al sovrametallo;
Velocità di avanzamento: la velocità di avanzamento della lavorazione di sgrossatura è determinata dalla potenza della macchina utensile e la velocità di avanzamento della finitura è determinata dalla rugosità della superficie;
Velocità di taglio: Determinata in base al materiale dell'utensile e alla velocità del mandrino della macchina utensile.
Dal punto di vista del miglioramento lavorazione cnc efficienza, aumentare la profondità di taglio è probabilmente un metodo che vale la pena considerare. Uno dei motivi importanti è che gli esperimenti hanno dimostrato che una volta che la profondità di taglio è pari a 10 volte l'avanzamento, l'aumento della profondità di taglio avrà un impatto minimo sulla durata dell'utensile. Se la velocità di taglio viene aumentata, la modifica della velocità di taglio farà sì che la durata dell'utensile cambi a quasi il doppio della velocità; se l'avanzamento viene modificato, anche la durata dell'utensile può essere modificata all'incirca allo stesso modo. Pertanto, quando non è possibile raggiungere la cosiddetta "dimensione netta" per i semilavorati della nostra modalità di produzione di massa, aumentare la profondità di taglio è una scelta che può ottenere un ciclo produttivo ad alta efficienza senza causare un aumento significativo dei costi degli utensili.
Selezione degli strumenti
Gli utensili in metallo duro sono gli utensili principali nell'attuale mercato degli utensili. Tutti conoscono questo strumento. È possibile regolare i tre elementi di taglio degli utensili in metallo duro in base alle condizioni effettive del sito di lavorazione, in modo da massimizzare la durata dell'utensile e l'efficienza di lavorazione. Tuttavia, azoto cubico Lo sviluppo di strumenti a base di boro non è stato lungo e molte persone non hanno mai toccato tali strumenti. Tuttavia, con l'emergere di materiali duri e materiali difficili da lavorare, gli utensili in nitruro di boro cubico sono comparsi gradualmente nel campo visivo di tutti. Ma molte persone spesso pensano che gli utensili in nitruro di boro cubico siano limitati ai processi di taglio e finitura ad alta velocità.
Infatti, con la continua ricerca e sviluppo e l'innovazione dell'industria degli utensili per materiali superduri, gli utensili in nitruro di boro cubico sono stati ampiamente utilizzati nei processi di sgrossatura e in condizioni di taglio intermittenti. La selezione degli utensili in nitruro di boro cubico è la stessa di quella degli utensili in carburo cementato. In base ai diversi materiali del pezzo, vengono selezionati diversi tipi di utensili e strutture degli utensili.
La lama di nitruro di boro cubico per saldatura composita viene generalmente utilizzata per il processo di finitura. Ha solo la parte tagliente del materiale di nitruro di boro cubico e la matrice è una matrice di carburo cementato. La profondità del coltello è controllata entro 0.5 mm, quindi può essere utilizzato solo Per i processi di finitura, per quelli con margini ampi e superfici irregolari, scegliere la lama in nitruro di boro cubico integrale. L'intero corpo è fatto di nitruro di boro cubico. La profondità di taglio è di 1-10 mm e la durata dell'utensile è generalmente di 3 ore/tagliente.
Con il progresso della ricerca sugli utensili in nitruro di boro cubico e le effettive esigenze di lavorazione, la finitura ad alta velocità originale è diventata intermittente, sgrossata e semifinita e può essere utilizzata anche nelle normali macchine utensili; il costo di utilizzo è anche più economico.
Letture consigliate
I campi di lavorazione degli utensili in nitruro di boro cubico e degli utensili in metallo duro si sovrappongono. Ad esempio, è possibile lavorare la ghisa grigia, gli utensili in carburo cementato e gli utensili in nitruro di boro cubico. È possibile scegliere un materiale per utensili più economico ed economico, il carburo cementato in base alle esigenze dell'impresa. A causa delle proprie limitazioni di prestazioni, la velocità lineare massima dell'utensile può raggiungere 350 m/min, mentre l'utensile in nitruro di boro cubico può raggiungere 1500 m/min. Allo stesso tempo, la durata dell'utensile in nitruro di boro cubico è 30-50 volte quella dei normali utensili in carburo cementato. 5-15 volte la durata dell'utensile in metallo duro a strati.

Tuttavia, le aziende non scelgono ciecamente gli utensili in nitruro di boro cubico per lavorare la ghisa grigia. Dopotutto, il prezzo degli utensili in nitruro di boro cubico è superiore a quello degli utensili in carburo cementato. Pertanto, si consiglia di scegliere per la produzione di massa e i requisiti di elevata efficienza di elaborazione. Per gli utensili da taglio in nitruro di boro cubico, se l'efficienza di lavorazione non è elevata e ci sono pochi lavori, è più economico ed economico scegliere utensili da taglio in carburo cementato.
Si prega di conservare la fonte e l'indirizzo di questo articolo per la ristampa:L'influenza di tre elementi di taglio sull'efficienza di lavorazione
Minghe Azienda di pressofusione sono dedicati alla produzione e alla fornitura di parti di colata di qualità e ad alte prestazioni (la gamma di parti di pressofusione di metallo include principalmente Pressofusione a parete sottile,Pressofusione a camera calda,Pressofusione a camera fredda), servizio rotondo (servizio di pressofusione,Lavorazione cnc,Costruzione di stampi, Trattamento della superficie). Qualsiasi pressofusione di alluminio personalizzata, magnesio o pressofusione di zama/zinco e altri requisiti di getti sono invitati a contattarci.

Sotto il controllo di ISO9001 e TS 16949, tutti i processi vengono eseguiti attraverso centinaia di macchine per pressofusione avanzate, macchine a 5 assi e altre strutture, che vanno dai blaster alle lavatrici Ultra Sonic. Minghe non solo dispone di attrezzature avanzate ma anche di professionisti team di ingegneri esperti, operatori e ispettori per realizzare il progetto del cliente.

Produttore conto terzi di pressofusioni. Le capacità includono parti in pressofusione di alluminio a camera fredda da 0.15 libbre. a 6 libbre, impostazione del cambio rapido e lavorazione. I servizi a valore aggiunto includono lucidatura, vibrazione, sbavatura, granigliatura, verniciatura, placcatura, rivestimento, assemblaggio e lavorazione con utensili. I materiali lavorati includono leghe come 360, 380, 383 e 413.

Assistenza alla progettazione di pressofusione di zinco/servizi di ingegneria concorrente. Produttore personalizzato di pressofusioni di zinco di precisione. È possibile produrre fusioni in miniatura, pressofusioni ad alta pressione, fusioni multi-slitta, fusioni in conchiglia convenzionali, pressofuse unitarie e indipendenti e fusioni a cavità sigillata. I getti possono essere prodotti in lunghezze e larghezze fino a 24 pollici con una tolleranza di +/- 0.0005 pollici.

Produttore certificato ISO 9001:2015 di pressofusione di magnesio, le funzionalità includono pressofusione di magnesio ad alta pressione fino a 200 tonnellate di camera calda e 3000 tonnellate di camera fredda, progettazione di utensili, lucidatura, stampaggio, lavorazione, verniciatura a polvere e liquida, controllo di qualità completo con funzionalità CMM , montaggio, imballaggio e consegna.

Certificato ITAF16949. Il servizio di casting aggiuntivo include colata di investimento,colata in sabbia,Colata per gravità, Colata di schiuma persa,Colata centrifuga,Colata sotto vuoto,Colata in stampo permanente,.Le funzionalità includono EDI, assistenza ingegneristica, modellazione solida ed elaborazione secondaria.

Industrie di colata Casi di studio di parti per: automobili, biciclette, aerei, strumenti musicali, imbarcazioni, dispositivi ottici, sensori, modelli, dispositivi elettronici, custodie, orologi, macchinari, motori, mobili, gioielli, maschere, telecomunicazioni, illuminazione, dispositivi medici, dispositivi fotografici, Robot, sculture, apparecchiature audio, attrezzature sportive, utensili, giocattoli e altro ancora.
Cosa possiamo aiutarti a fare dopo?
∇ Vai alla home page per Pressofusione Cina
→Parti di fusione-Scopri cosa abbiamo fatto.
→Suggerimenti correlati su Servizi di pressofusione
By Minghe produttore di pressofusione |Categorie: Articoli utili |Materiali Tag: Fusione di alluminio, Colata di zinco, Colata di magnesio, Colata di titanio, Colata in acciaio inossidabile, Fusione di ottone,Fusione in bronzo,Cast video,Storia dell'azienda,Pressofusione di alluminio |Commenti disabilitati







